 English
English русский
русский Español
Español
-
 Wheel Hub Bearings
Wheel Hub Bearings -
 Wheel Hub Bearings
Wheel Hub BearingsDAC387436 DAC458045 Hub Deep Groove Ball Car Wheel Bearing
-
 Spherical Bearings
Spherical BearingsFL204 FL205 FL206 Stainless Steel Pillow Block Bearing
-
 Spherical Bearings
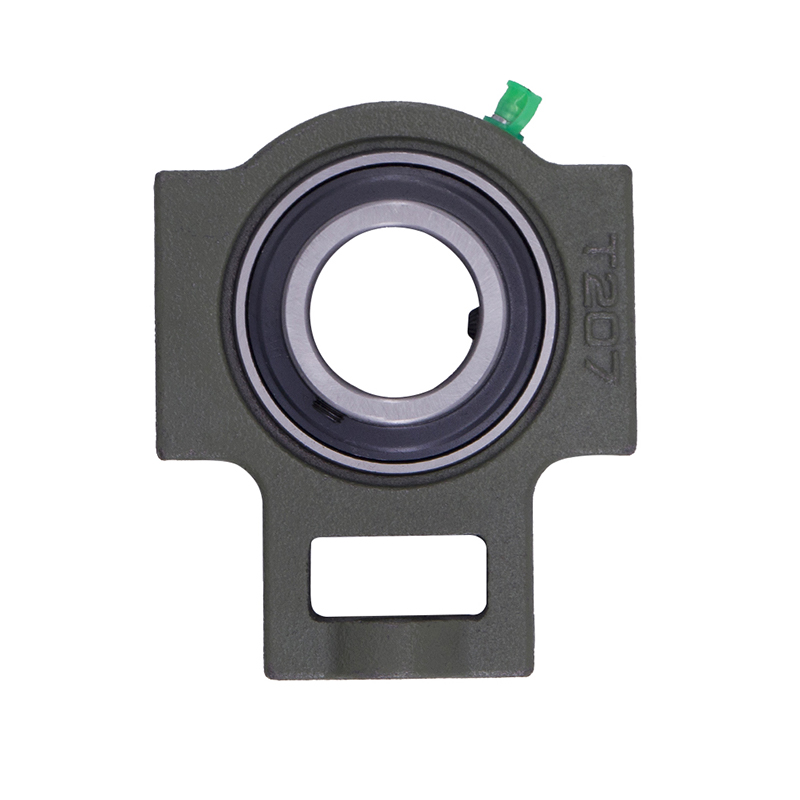
Spherical BearingsT204 T207 UC204 High Speed Insert Pillow Block Bearing
-
 Spherical Bearings
Spherical BearingsFC204 F210 Auto Wheels Bike Pillow Block Bearing
-
 Spherical Bearings
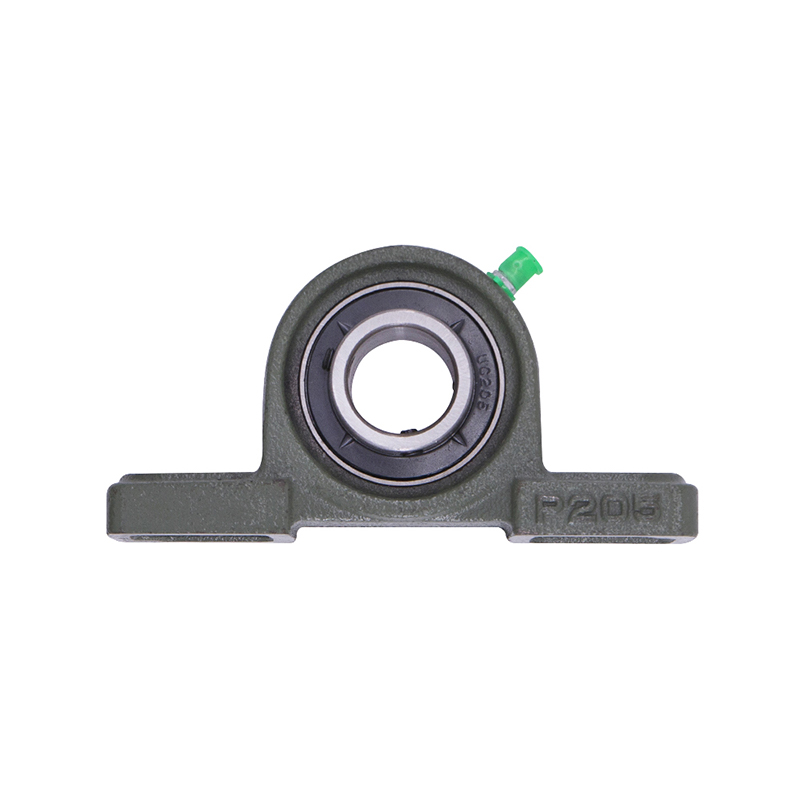
Spherical BearingsP207 206 205 203 High Precision Wheel Pillow Block Bearing
-
 Thrust Roller Bearings
Thrust Roller BearingsS51100 S51107 S51109 Car Wheel Plain Thrust Ball Bearing
-
 Thrust Roller Bearings
Thrust Roller Bearings51110 51107 51104 51206 High Speed Plain Thrust Ball Bearing
Low Noise Tapered Roller Bearings on the Market
Industry news-
- ISO Dimension Series 302 (Light Width): Width series 2 with contact angle of 10 to 16 degrees. Bore diameters range from 15 mm to 90 mm. These bearings generate noise levels of 45 to 52 dB(A) at 1,500 rpm under light loads (10 to 20 percent of dynamic rating). Applications include small electric motors and agricultural machinery gearboxes.
- ISO Dimension Series 303 (Medium Width): Width series 3 with contact angle of 12 to 20 degrees. Bore sizes from 25 mm to 140 mm. Optimized raceway surface finish (Ra 0.08 to 0.12 microns) reduces vibration velocity to 0.3 to 0.6 mm/s. Used in industrial fans and conveyor rollers where continuous operation at 1,000 to 3,000 rpm is required.
- ISO Dimension Series 322 (Increased Capacity): Modified internal geometry with longer rollers (15 to 25 percent more roller length than standard series). Contact angle is 15 to 25 degrees. These bearings exhibit lower noise floor at high speeds (3,000 to 5,000 rpm) due to reduced roller slip. Common in automotive differentials and transfer cases.
- High-Precision Class P5 and P4 Bearings: Dimensional accuracy conforms to ISO 492 class 5 or Radial runout is limited to 0.005 mm (P5) or 0.003 mm (P4). Raceway roundness deviation below 0.0015 mm. These bearings are specified for machine tool spindles and precision gearboxes where audible noise must remain below 40 dB(A) at 2,000 rpm.
- Matched Pair (Face-to-Face or Back-to-Back): Two bearings preloaded against each other during assembly. Preload values range from 50 N to 300 N depending on application. Matched pairs reduce internal clearance to near zero, eliminating free motion that generates impact noise during load reversal. Used in electric vehicle drive units and wind turbine gearboxes.
Materials Used in Low Noise Tapered Roller Bearings
Bearing Ring and Roller Steel
The predominant steel for low noise bearings is SAE 52100 (AISI 52100) chromium steel. Composition: 0.98 to 1.10 percent carbon, 1.30 to 1.60 percent chromium, 0.25 to 0.45 percent manganese, 0.15 to 0.35 percent silicon. Residual austenite content after heat treatment is kept below 8 percent (standard bearings allow up to 12 percent) because retained austenite fluctuates under stress, generating micro-impacts. Hardness of rings and rollers is 60 to 64 HRC. For electric vehicle applications requiring electrical insulation, hybrid ceramic bearings use silicon nitride (Si₃N₄) rolling elements with steel rings. Silicon nitride density is 3.2 g/cm³ compared to 7.8 g/cm³ for steel, reducing centrifugal force on the cage at high speeds.
Cage Materials
Polyamide 66 (PA66) with 25 percent glass fiber reinforcement is the most common cage material for low noise bearings. Tensile strength is 160 to 190 MPa. Water absorption is 1.5 to 2.0 percent at 50 percent relative humidity, which must be accounted for in cage pocket design (pockets are sized 0.05-0.10 mm larger than the roller diameter to accommodate swelling). Maximum short-term operating temperature is 140°C; continuous operation above 120°C degrades the polymer, causing cage fracture. For high-temperature applications (above 120°C), pressed steel cages (SAE 1008 grade) with polyamide coating are used. The coating thickness is 0.02 to 0.05 mm, providing surface damping. Steel cages without coating transmit up to 6 dB higher noise levels.
Seals and Grease
Low noise bearings for pre-greased, sealed types use nitrile rubber (NBR) seals with Shore A hardness of 70 to 7NBR operating range is -30°C to 100°C. For higher temperatures, fluoro rubber (FKM) seals are specified (-20°C to 150°C). The seal lip geometry uses a single contact point with a grease-retaining groove. Lip contact force is calibrated to 0.5 to 1.5 N per seal; higher forces increase friction and noise. The grease itself is a lithium-soap thickened mineral oil or polyurea grease. Base oil viscosity is 40 to 80 mm²/s at 40°C, selected to form an elastohydrodynamic film at the operating speed. Grease consistency is NLGI grade 2 (260 to 340 penetration). Noise-tested grease batches show variation of less than 2 dB(A) when measured on a standard test bearing. For ultra-low noise applications (below 40 dB), synthetic hydrocarbon grease with barium-complex thickener is used. This grease has a base oil viscosity index above 130, minimizing viscosity change with temperature.
Surface Treatment and Coatings
Raceway surfaces of low-noise bearings receive a super-finishing process. The process uses a vitrified grinding wheel with 600-grit to 1200-grit abrasive, followed by a polishing tape with 3 to 6 micron diamond paste. The resulting surface has arithmetic roughness (Ra) of 0.04 to 0.06 microns and skewness (Rsk) of -1.5 to -2.0. Negative skewness indicates more valleys than peaks, which retains lubricant and reduces contact noise. Rollers are also super-finished with Ra below 0.05 microns. Some low noise bearings for automotive applications receive a manganese phosphate conversion coating of 2 to 5 microns thickness. This coating absorbs microparticles that would otherwise generate noise. Phosphate-coated bearings show noise reduction of 1 to 2 dB after 500 hours of operation compared to uncoated bearings because the coating continues to embed wear debris.
Our Product//
Related Product
If you are interested in our products, please consult us
Contact Details
- Address: 1377-13 Yinhai International, Jinhua, Zhejiang, China
- Fax: 0086-0319-8544668
- Tel: +86-15215868236
+86-15833609668 - Email: [email protected]
Products
Quick Link
News Center
Mobile terminal
Copyright © Yiwu Delian Bearing Co., Ltd. ALL RIGHTS RESERVED.
